
Explore the end-to-end RDF process: raw waste sourcing, treatment, pellet production, and packaging. This guide breaks down engineering principles, technical integrations, and quality control strategies for high-efficiency RDF lines—essential for waste-to-energy project engineers, plant designers, and equipment buyers.
Complete Efficient RDF Pellet Processing Line
Ready to build a streamlined RDF production line? ABC Machinery offers custom solutions from sourcing to packaging. Contact our experts for a free process flow consultation and equipment quotes.

- Storage and Packaging Optimization for Efficient RDF Pellet Manufacturing
- RDF Process Waste Management: Ensuring Quality Control and Compliance
- Environmental and Safety Engineering in RDF Waste-to-Energy Production Projects
- Key Factors in Cooling and Solidification Process in RDF Pellet Production
- Key Machines in RDF Pellet Production: Optimizing RDF Process and Equipment
- RDF Drying Technologies in Pellet Fuel Processing
- RDF Pellets Preprocessing and Treatment Techniques
- Crushing and Separation Technology in RDF Process Engineering
- Raw Material Collection: Efficient RDF Recycling for Pellet Production
RDF Raw Material Collection and Classification Strategies

RDF Raw Materials Collection and Pellets Processing
Efficient sourcing and classification of RDF (Refuse-Derived Fuel) raw materials are foundational to a stable and productive rdf process. A diversified feedstock base not only supports fuel quality consistency but also minimizes cost risks for large-scale operations.
Sourcing Strategy and Feedstock Diversification
Modern RDF plants often utilize municipal solid waste (MSW), industrial waste, and packaging residues. For instance, over 60% of RDF plants in Europe source at least three categories of waste to ensure calorific value diversity. Pre-established contracts with urban waste collection authorities, combined with industrial by-product agreements, are proven to reduce material shortages by up to 40%.
Classification and Pre-Treatment
Automated classification systems are now embedded at early stages, using optical sorters and Near-Infrared Reflectance (NIR) technology to separate combustibles from inert or recyclable fractions. Maintaining a contamination rate below 5% in input waste is critical to downstream drying and extrusion performance.
Proper classification boosts calorific efficiency by 12–18% compared to mixed feedstock without pre-sorting. Key metrics for classification include plastic content ratio, moisture index (ideally under 35% pre-drying), and ash composition.
Need tailored waste classification solutions? ABC Machinery offers NIR sorters and ballistic separators. Contact us for equipment specs and quotes.

Core Technologies in RDF Pellet Production Process

Modern RDF pellet production relies on a robust integration of shredding, separation, drying, and extrusion technologies. This rdf process phase directly determines the physical integrity and heating value of the final fuel pellets.
1.Shredding and Mechanical Separation Systems
Efficient size reduction is crucial to prepare input for drying and compaction. High-torque shredders typically process 8–15 tons per hour, depending on waste density. Post-shredding, magnetic and eddy current separators remove ferrous and non-ferrous materials, reducing ash content by 6–9%.
2.Thermal Drying: Enhancing Pellet Energy Density
Drying is indispensable, as RDF raw waste often exceeds 40% moisture. Hot-air rotary drum dryers or belt dryers are employed to reduce moisture to 10–15%, which is optimal for pellet extrusion. Energy consumption ranges from 250–320 kWh per ton of dried RDF.
3.Pelletizing Through Extrusion Technology
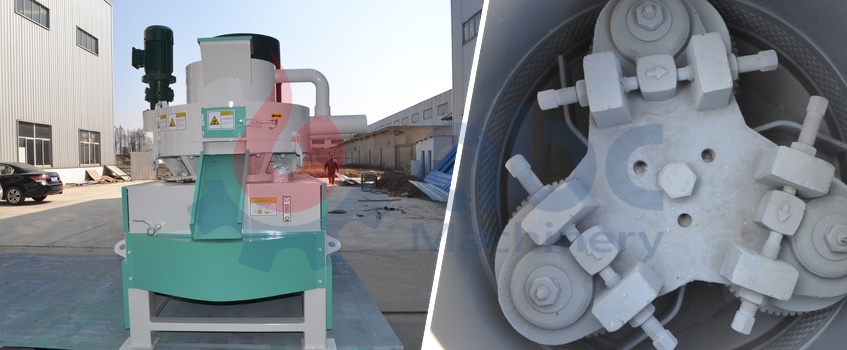
Ring-die Pelleting Equipment Making RDF Pellets for Green Fuel
Ring die pellet mills or extruders consolidate the dried material under high pressure. Most RDF lines operate at 3–5 tons/hour per extrusion unit, with energy usage of around 80–100 kWh per ton. Screw-type extruders offer higher compression and better bonding for heterogeneous RDF material.
4.Post-Pellet Cooling and Packaging Solutions
Post-extrusion cooling is essential to stabilize pellet shape and strength. Most RDF pellet coolers reduce product temperature from 90°C to below 40°C within 5 minutes, minimizing risk of cracking during storage or transport.
Packaging formats vary by logistics plan: bulk container loading suits regional use, while 25–50 kg woven bags enable easier export. Industry data shows that proper packaging reduces RDF pellet breakage by up to 30% during long-distance transportation.
Storage environments must maintain <60% relative humidity and ambient temperature under 25°C to preserve pellet integrity for up to 6 months.
Process Integration and Automation Architecture
Key Equipment Capacity Overview
| Equipment Type | Typical Capacity | Energy Consumption | Maintenance Cycle |
|---|---|---|---|
| High-Torque Shredder | 10–15 tons/hour | ~70 kWh/ton | Every 500 operating hrs |
| Belt Dryer | 4–6 tons/hour | 250–320 kWh/ton | Every 1,000 operating hrs |
| RDF Extruder | 3–5 tons/hour | 80–100 kWh/ton | Every 800 operating hrs |
RDF Line Integration Tips
- Pre-Sorting Optimization: Install NIR systems before shredding.
- Moisture Control: Use in-line sensors to guide drying cycles.
- Pellet Density Targets: Adjust extrusion pressure based on feedstock mix.
- Modular Design: Enables phased upgrades and lowers upfront capex.
Successful RDF pellet plants report over 95% compliance with target fuel specs when process parameters are tightly integrated and monitored.
Design a custom RDF production line with ABC Machinery's shredders, dryers, and extruders. Request a tailored engineering plan today.
RDF Quality Control and Production Consistency Plans
Quality assurance in the rdf process hinges on reliable metrics and inline monitoring. Key parameters include calorific value (>17 MJ/kg), ash content (<20%), and bulk density (~700 kg/m³).
Most plants now implement MES (Manufacturing Execution System) and SCADA (Supervisory Control and Data Acquisition) to monitor each unit operation. Systems equipped with infrared moisture detectors and density scanners help maintain ±5% tolerance in product specs.
Client acceptance rates exceed 98% when RDF production lines adopt real-time quality data feedback loops.
Core Inspection Metrics
- Moisture: In-line NIR detection every 15 minutes.
- Density: Batch check using 20 kg sampling per 2 tons.
- Combustibility: Lab test on 500 g samples per shift.
Environmental Compliance and Safety Design for RDF Projects
Environmental and operational safety are non-negotiables in RDF production. VOC and odor emissions during drying must be controlled through RTO (Regenerative Thermal Oxidizers), achieving over 95% destruction efficiency.
Safety measures include explosion-proof panels in dryers and extruders, and operator safety zones with Level 3 lockout-tagout protocols. Adhering to EN 15359 and ISO 14034 ensures compliance across most global markets.
Ensure compliance with ABC Machinery's RTO systems and safety protocols. Get a free safety design consultation for your RDF project.






 Projects
Projects






